 Posing with my VMC, which is the Cadillac of machines used in the mold and automotive industries today. Ford, GM and Chrysler literally have hundreds of these machines on shop floors around the country. I'm very fortunate to have one as well. Today I will be discussing the differences between SWE Technology and Bent Tube Technology. There are tremendous advantages with SWE Technology brass instrument design that are simply not possible with early 19th century tube bending. Since SWE Technology is the basis for all Harrelson trumpets and accessories, I will also spend extra time explaining Standing Wave Efficiency and how I incorporate this into HT designs. Standing Wave Efficiency (or SWE) is a term I coined in the 1990's to signify the amount of energy in a standing wave that is transferred into other types of energy. These other energies are primarily instrument vibration and heat. SWE is the percentage of energy transferred from the sound wave into heat and vibration of the instrument including the player's body and head. The higher the Standing Wave Efficiency of an instrument, the less energy tends to be transferred into movement of the tubing, bell, head and body of the player. Measuring actual energy loss in the form of heat is negligible except in cases of extremely thin wall instruments.  The player in the center is holding an 1800's echo cornet, popular for some time as it could play muted and softer in smaller settings. Check out that crazy pig tail bell crook! Bent Tube Technology came into widespread practice in the 1800's and was considered cutting edge stuff at the time. This evolved into the modern day techniques used to bend tubing in the musical instrument world. If you check Wikipedia, you will find no mention of this process, though it has been in practice in its various forms for almost 200 years. Essentially, a tube is annealed then filled with pitch or water and bent around a custom form or die. To produce tight or multiple bends, the process is repeated as the material work hardens when bent requiring re-annealing. Today, modern off-shore mass production facilities that produce tubes and parts for brands like Bach use basically the same techniques that were used in the 19th Century. Let's start by exploring our options with Bent Tube Technology. By producing brass instruments with this technique, one may create an impressive array of smooth aesthetically pleasing curves in a tube. Early designs often featured two, three or more complete circles within a single tube. Very cool. Tapered tubes like the bell may also be bent, which is how most trumpets and cornets are made today. In fact, the following trumpet parts are all achieved with this technique; all three slide crooks, tuning slide and bell crooks. Look at a French Horn and you'll quickly appreciate the artistry of Bent Tube Technology. 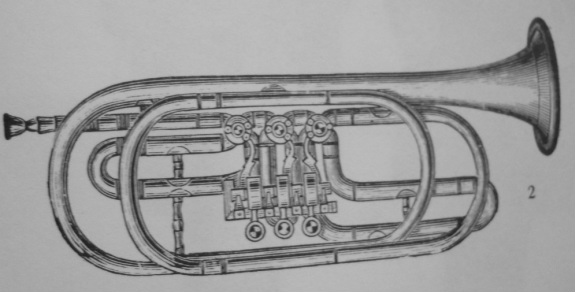 An early rotary valve horn is a great example of 19th century tube bending techniques. However, taking a closer look at this nearly ancient method of metal forming reveals inconsistencies that have been a concern of mine for nearly 20 years. I began taking trumpet seriously at age 16. In fact, the first time I ever practiced trumpet outside of school was halfway through eleventh grade. I became addicted after my first week of practice, learning all my major and chromatic scales and quickly moving into the Arban's method. The more I practiced, the more I noticed how my trumpet was designed and built. I noticed dings and dents in the tuning slide, bell crook and second valve slide crook. I asked my Dad about the dents and he explained to me that the tubes were thin on the outside of the bend and thicker on the inside due to the way they were produced. This meant that the outside of the crooks were weaker and prone to additional wear and damage. This really had me thinking about building a trumpet with tubing that was equally thick at all cross sections. Two years later, I was experimenting by disassembling two trumpets and reassembling them to have reinforcements at the crooks. 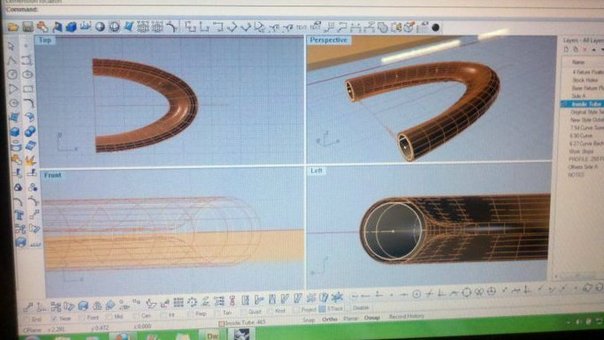 Computer aided design allows me to measure hydrodynamics, air resistance, mass, volume, weight and overall rigidity. As I gained more experience and knowledge of brass instruments by completely disassembling them, I learned of many more inconsistencies introduced by Bent Tube Technology. In theory, you should be able to roll a .459" gauge ball down a .459" tuning slide and it will roll out the other end. However, this is rarely possible. In fact, I don't believe this has ever held true in all my experiments and measurements. You are lucky to get a .454" gauge ball through a .459" tuning slide and more often than not only balls in the .44x range will fit. Why stamp a Bach Stradivarius with "ML" and offer a key referencing .459" if there are .446" restrictions within the inside diameter? The answer is likely that Bach doesn't care to hold up to their own advertised bore size. In many cases, mass production is clearly more important than honest clear advertising.  The very first prototype milling of a Gravity tuning slide which has a wall thickness four time that of a standard bent tube. Believe it or not, there is an additional step to modern Bent Tube Technology designed to prevent the previously described bore size errors. This process is known as "balling out" the bent tubes. A die set is milled to accommodate the bent tube profile with a tiny bit of extra space at the bends to allow for expansion when a steel ball the size of inside diameter is forced through the bent tube within the die set. The ball forces metal to give way to the softer brass opening up the inside diameter to the desired bore size. In doing so, the ball stretches, pushes and pulls the walls of the tube often creating scars and pitting as you would find in shaping modeling clay. These pores and scars are now a permanent part of the tube, never to be re-worked or smoothed. 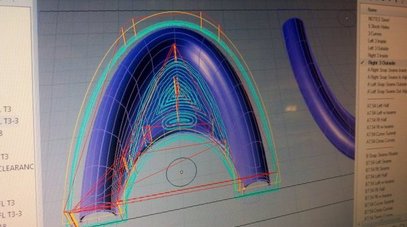 Imagine the assembly line where someone sits on a stool bending annealed tubes around a curved form all day long. Next the freshly bent tubes are individually balled out in the die set and stacked in a bin. Three weeks later, another assembly line technician pulls the bin of tubes and begins forcing them to fit into a jig designed to solder trumpet tuning slides. Some of them fit, but most need finessing as they are imperfect from one another due to the tube bending production process. The daily goal is an arbitrary number of finished tuning slides for the day so guess what the technician is thinking about while forcing each one into the jig? My guess is that quality control is not always on his/her mind. Even if the highest quality product was the number one concern during assembly, the process is not conducive to consistency. You see, when you make a bent tube "fit" a jig, it is usually necessary to bend it slightly a second time by hand. Consider the bent tube is too wide to fit into the fixed length jig. You bend it in slightly to make it fit. But in doing so, you just crushed the inside diameter all over again. Only this time there's no way to ball out the diameter. You have just produced a tuning slide for a ML .459" trumpet that actually measures .446" at one or both crook bends. The same would be true if you had to bend the tube out in the case of it being too narrow for the jig. So far I have described three sources of inconsistency in Bent Tube Technology. These are 1) non-uniform wall thickness (thick inside of bend, thin outside of bend), 2) Damage due to ball out technique (scarring and porous wall surface creating air resistance) and 3) Inconsistent inside diameter due to the demands of mass production jigs (results in smaller than desired bore size). The primary reason I produce my instruments using my own techniques is due to Standing Wave Efficiency. Sure, I don't want the problems that result from old techniques, but these are small issues compared to the considerable energy lost when producing instruments cheaply. And by cheap production, I mean using on or off-shore manufacturers to make large quantities of inexpensive parts that have likely never been inspected using metal thinner than is acoustically practical. Ever wonder why 10 identical models from the same manufacturer play different? Now you have an idea of how mass manufacturing using 19th Century techniques is partially to blame.
I wonder how anyone can justify spending $2000+ on a trumpet that has never been internally inspected. Yet, this is likely the case with the vast majority of professional trumpets sold in the United States. How can I say this? Well, because I have personally inspected them and time after time, these inconsistencies remain. In fact, it is a common occurrence when measuring a customer's mass produced name brand silver trumpet to find that the "ML" marking should actually read M, L or S. It is even more common to find the wrong leadpipe on a specific model trumpet. I wonder sometimes if factories simply use up excess tubing, leadpipes and bells just to meet production needs or to clean out the supply room now and then. How else do you explain repeated discoveries of Model 37 ML trumpets measuring .462" built with a 43 leadpipe?
By designing with Standing Wave Efficiency in mind, I created an entirely new production process where tubes are precision machined on CNC equipment in two halves. This guarantees precision inside diameter tolerances far less than a thousandth of an inch while providing an extremely smooth polished inside finish. Gauge ball tests confirm accuracy with a perfectly tight fit to all sides of the tubing wall. And the best part is that producing tubes in two halves allows any wall thickness, which in turn improves SWE. Since the production process of SWE tubes is proprietary, I will not explain everything in detail. But from the photos here, you should have a good idea of how this process is far superior to Bent Tube Technology. The future of Harrelson Trumpets will evolve into SWE Technology being utilized in the precision manufacture of every single piece of the instrument while abandoning Bent Tube Technology altogether. Currently, the SWE Trim Kit, Finger Rings, Tuning Slide and Leadpipe are produced with the new production process for the higher end trumpets with the SWE Bell Crook coming to the Summit and Gravity later this year. Other components will include SWE Slide-free Valvesets, Bells and the new 5MM Modular Mouthpiece System.
7 Comments
|
 Jason Harrelson
Inventor, Musician, Educator and Founder of Harrelson Trumpets, Trumpet Momentum and Harrelson Momentum. Archives
July 2024
|



 RSS Feed
RSS Feed